
Sanoat ishlab chiqarish sohasida,volfram carbreide pichoqYuqori kuchi tufayli operatsiyalarni qisqartirish bo'yicha etakchiga aylandi, yuqori qattiqlik va a'lo darajada qaratish. Ammo, odatda, sanoat pichog'i kesish jarayonida yuqori tezlikda aylanadi va metall materiallar bilan yaqin aloqada bo'lgach, ko'zni qamashtiradigan hodisalar jimgina sodir bo'ladi - uchqunlar uchadi - uchqunlar uchadi - uchqunlar uchadi - uchqunlar uchadi - uchqunlar uchadi - uchqunlar uchadi - uchqunlar uchadi - uchqunlar uchadi - uchqunlar uchadi - uchqunlar uchadi - uchqunlar uchadi - uchqunlar uchadi - uchqunlar uchadi. Ushbu hodisa nafaqat qiziqarli, balki kesish paytida volfram karbidi pichoqlari har doim uchqunlarni chiqaradimi, deb bog'liq savol tug'diradi. Ushbu maqolada biz ushbu mavzuni chuqurlik bilan o'rganamiz va volfram karbin pichoqlari ma'lum shartlarda kesilganda uchqunlarni chiqarmasligi sabablarini aniqlaymiz.
Volfram carbreide pichoq, tsementlangan karbid sifatida asosan, juda yaxshi jismoniy va kimyoviy xususiyatlarni beradigan boshqa elementlar, kobalt, uglerod va boshqa elementlardan iborat. Kesish operatsiyalarida volfram karbidi pichoqlari o'tkir qirralari va yuqori tezlikda aylanishlari bilan turli xil metall materiallarni kesishga qodir. Ammo muntazam holatlarda, pichoqni kesish uchun yuqori tezlikda aylanib ketganda, metall yuzasida mayda zarralar paydo bo'ladi, ular uchqun hosil qiladi.

Biroq, kesish paytida hamma volfram carbide pichoqlari uchqun hosil qilmaydi. Tungram Carbide materiallari yoki maxsus kesish jarayonlarini qabul qilish kabi ma'lum bir o'ziga xos sharoitlarda, volfram karbinlari pichoqsiz kesilishi mumkin. Ushbu hodisa ortida bu jismoniy va kimyoviy printsiplar yotadi.
Birinchidan, volfram po'illalarining maxsus nisbati kalitdir. Volfram karbidi pichoqlarini ishlab chiqarishda pichoqning mikroektromemusi va kimyoviy tarkibi volfram, kobalt, uglerod va boshqa elementlarning ulushini o'zgartirish orqali o'zgartirilishi mumkin. Ushbu o'zgarishlar pichoqlarning quyi koeffitsientiga ega va kesish jarayonida issiqlik o'tkazuvchanligini oshiradigan pichoqlarga olib keladi. Pichoq metal bilan aloqada bo'lganda, ishqalanish tufayli hosil bo'lgan issiqlik, metall sirtdagi mayda zarralarni o'chib, olib chiqilishi mumkin, shuning uchun uchqunlar generatsiyasini kamaytirishi mumkin.
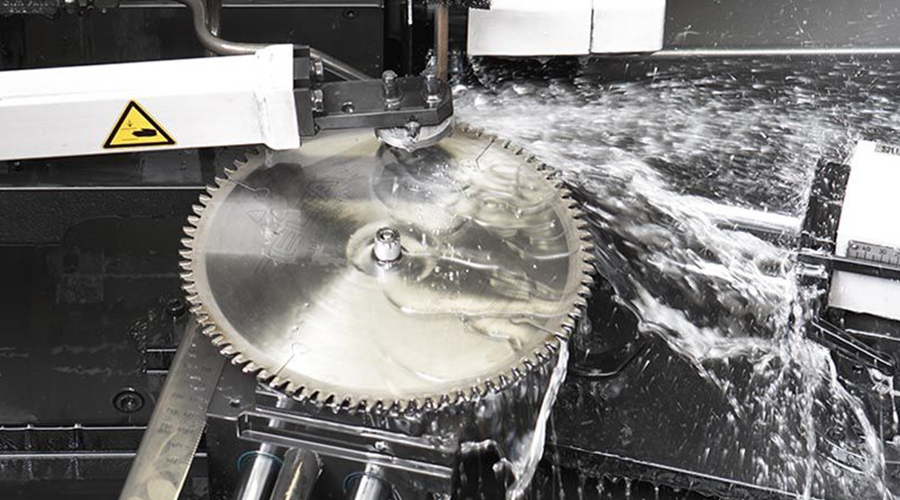
Ikkinchidan, kesishni tanlash ham juda muhimdir. Kesish jarayonida pichoq va metall o'rtasidagi ishqalanish va haroratni kesish tezligi, chuqurlik va kesish burchagi kabi parametrlarni sozlash orqali boshqarilishi mumkin. Kesish tezligi mo''tadil bo'lsa, kesish chuqurligi - bu sayoz va kesish burchagi oqilona, burilish va uchqunlar paydo bo'lishi mumkin. Bundan tashqari, salqinlash va moylash uchun sovutish joyidan foydalanish metall sirtning haroratini ham samarali kamaytirishi va ishqalanishni kamaytirish, keyinchalik uchqunlarning generatsiyasini kamaytirishi mumkin.
Yuqoridagi sabablarga qo'shimcha ravishda, volfram carbide pichoqlari bilan kesilganda uchqunlarning etishmasligi, shuningdek, metall materialning tabiati bilan bog'liq bo'lishi mumkin. Ba'zi metal materiallar past erigan nuqtasi va yuqori oksidlanishga chidamliligi bor, ular kesish jarayonida e'tibordan chetda qolish oson emas. Ushbu metallar volfram karbinlari bilan aloqa qilganda, ma'lum bir ishqalanish va harorat hosil bo'lgan taqdirda ham uchqun hosil qilish qiyin.
Shuni ta'kidlash kerakki, tanaga moslashtirilgan po'latli po'lat materiallar va aniq kesish jarayoni ma'lum darajada uchqunlarning avlodini ma'lum darajada kamaytirishi mumkin, ular uchqunlarni butunlay yo'q qila olmaydilar. Amaliy dasturlarda, operatorlar xavfsizligini ta'minlash uchun himoya ko'zoynaklar, yong'in va qo'lqop kiyish, masalan, operatorlar xavfsizligini ta'minlash uchun zarur bo'lgan xavfsizlik choralarini ko'rish kerak.
Bundan tashqari, kesish operatsiyalari yonilg'ili va portlash muhitida, portlash uskunalari va pichoqlari bilan portlash va portlash xavfini kamaytirish uchun tanlanishi kerak. Shu bilan birga, ular yaxshi ish holatida ekanligiga ishonch hosil qilish uchun, shuningdek, ular yaxshi ish holatida ekanliklarini muntazam ravishda tekshirish va texnik xizmat ko'rsatish, shuningdek, uchqun avlodni kamaytirish choralari ham muhim chora.
Xulosa qilish uchunvolfram carbreide pichoqkesish paytida uchqunlar paydo bo'ladi. Kesish jarayonini optimallashtirish va to'g'ri metall materiali va boshqa tadbirlarni tanlash orqali, maydalangan po'lat materiallarining nisbatini to'g'rilash orqali, uchastka avlod ma'lum darajada pasayishi mumkin. Biroq, kesish operatsiyalarining xavfsizligini ta'minlash uchun zarur bo'lgan xavfsizlikni muhofaza qilish choralari va amaliy qo'llanmada zarur bo'lgan xavfsizlikni muhofaza qilish choralari va nazorat choralarini ko'rish kerak. Ilm-fan va texnologiyalarning doimiy taraqqiyoti va ishlab chiqarish jarayonining doimiy yaxshilanishi bilan, kelajakda uchqunlarning avlodini kamaytirish va sanoat ishlab chiqarish konining xavfsizligi va barqaror rivojlanishiga yordam beradi, deb ishoniladi.
Keyinchalik biz ma'lumotni yangilashda davom etamiz va veb-saytimizda ko'proq ma'lumot topishingiz mumkin (ishtiyoqual.com) blog.
Albatta, siz bizning rasmiy ijtimoiy medialarimizga e'tibor berishingiz mumkin:





O'tish vaqti: 1-dekabr, 1-2024



